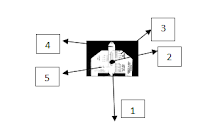
1.Pada gambar di samping bagian nomor 1 adalah berfungsi untuk …
 A.Mengukur tebal plat
A.Mengukur tebal plat
B.Mengukur kedalaman celah
C.Mengukur lebar celah ( root gap )
D.Mengukur tinggi jalur las
E.Mengukur lebar rigi
Answer: d
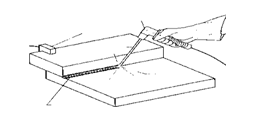
2.Permukaan material yang akan dilas harus di bersihkan dari kotoran berupa…
A. Garam, besi crom dan minyak
B. Karat, lapisan oksida besi dan gemuk/oli
C. Lapisan oksida besi, gemuk/olidancat
D. Gemuk/oli, cat dankara
E. Cat, karat dan lapisan oksida besi
Answer: E
3.Seperti terlihat pada gambar, menunjukkan lambang proyeksi ...
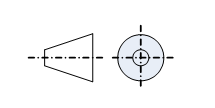
A.proyeksi Amerika
B.proyeksi sudut pertama
C.proyeksi sudut ketiga
D.proyeksi gambar teknik
E.proyeksi isometric
Answer: B
4.Mesin las busur listrik manual memiliki duty cycle 80% dan out put current 350 Ampere, maka maksud dari duty cycle 80 % artinya adalah :…
A. Mesin digunakan mengelas dengan arus 350 A, nyala busur 80 menit dalam 100 menit
B. Mesin digunakan mengelas dengan arus 350 A, nyala busur 800 detik dalam 1000 detik
C. Mesin digunakan mengelas dengan arus 350 A, nyala busur 8 jam dalam 10 jam
D. Mesin digunakan mengelas dengan arus 350 A, nyala busur 8 detik dalam 10 meni
E. Mesin digunakan mengelas dengan arus 350 A, nyala busur 8 menit dalam 10 menit
Answer: E
5.Tujuan dilakukan proses pelunakan (anneling ) pada suatu bahan adalah :
A. Agar dapat dilas dengan mudah
B. Agar dapat dibengkokkan atau ditekuk dalam keadaan dingin
C. Agar lebih tahan terhadap beban kejut
D. Agar memperoleh butiran yang lebih kecil
E. Agar tidak mudah korosi
Answer: D
6.Proses perlakuan panaslanjut setelah proses pengerasan yang bertujuan untuk mengurangi kekerasan yang terlalu tinggi akibat pendinginan cepat (quenching) adalah
A. Annealing (pelunakan)
B. Normalizing (penormalan)
C. Tempering (penemperan)
D. Hardening (pengerasan)
E. Semuabenar
Answer: A
7.Untuk mengukur ketebalan benda kerja digunakan
A. jangka bengkok
B. jangka kaki
C. jangka hati
D. jangka tusuk
E. mistar sudut
Answer: A
8.Kawat las dengan kode spesifikasi AWS ER 71 T-1, huruf T mempunyai arti :…
A. Tip
B. Tubular
C. Tungsten
D. Titania
E. Torch
Answer: D
9.Pada saat pembekuan logam lasan dan tungsten mencair dan terperangkap dalam endapan lasan, hal ini dinamakan cacat las :…
A. Porositas
B. Slag inclusion
C. Tungsten inclusion
D. Pin hole
E. Key hole
Answer: B
10.Tekanan kerja zat asam/oksigen untuk pembakar jenis injector, yaitu
A. 1,0 Bar
B. 1,5 Bar
C. 2,0 Bar
D. 2,5 Bar
E. 3.bar
Answer: D
11.Fungsi dari elektroda tungsten adalah :
A. pembangkit busurnya las selama dilakukan pengelasan
B. sebagai bahan tambah.
C. Sebagai pengatur bentuknya rigi-rigi
D. Penentu besar kecilnya hasil pengelasan
E. Semua jawaban salah
Answer: A
12.Jenis mesin Las TIG (las gas tungsten) yang digunakan untuk mengelas alumunium adalah arus.....
A.AC atau DCEN
B.DC atau DCEP
C.DC atau DCEN
D.AC/DC
E.ACatau DCEP
Answer: E
13.Pada gambar di bawah mana yang menyatakan jenis sambungan yang benar dengan pernyataan di bawah ini….
A.Corner joint
B.Slot joint
C.Te joint
D.Lap joint
E.Single vee Butt
Answer: d
14.Standar ukuran bahan untuk tes kualifikasi /sertifikasi las GMAW posisi 3G adalah........
A. Panjang 350 mm tebal 8 mm lebar 2x100 mm
B. Panjang 300 mm tebal 10 mm lebar 2x125 mm
C. Panjang 200 mm tebal 12 mm lebar 2x125 mm
D. Panjang 350 mm tebal 12 mm lebar 2x100 mm
E. Panjang 350 mm tebal 10 mm lebar 2x125 mm
Answer: D
15.Dibawa ini adalah alat keselamatan dan kesehatan kerja yang harus dipakai untuk proses pengalasan GMAW kecuali:
A. Automatiq Welding gloss
B. Welding torch
C. Masker
D. Safety shoes
E. Apron
Answer: B
16.Bentuk bahan pengisi/bahan tambah untuk peroses pengelasan las busur manual adalah...............
A. Kawat yang muda ditekuk
B. Kawat dalam bentuk rol
C. Elektroda tungsten
D. Lempengan logam yang dilapisi tembaga tipis
E. Elektroda berselaput
Answer: E
17.Saat sebelum terjadinya busur las disebut.............................
A. Sirkuit tertutup
B. Sirkuit terbuka
C. Arus tertutup
D. Arus terbuka
E. Percikan busur listrik
Answer: B
18.Salah satu perbedaan sifat logam ferro dan non ferro adalah ….
A. logam ferro tahan korosi, logam non ferro tidak tahan korosi
B. logam ferro digunakan dalam bentuk paduan, logam non ferro dalam bentuk murni
C. logam ferro dapat menghantarkan arus listrik, logam non ferro tidak menghantarkan listrik
D. logam ferro dapat disepuh, logam non ferro tidak dapat
E. logam ferro keras, logam non ferro lunak
Answer: E
19.Cara menyimpan alat – alat perkakas tangan yang benar adalah sebagai berikut, kecuali ……
A. Alat perkakas disimpan dan ditempatkan secara baik, rapi dan teratur sehingga tidak bertumpuk dan bergesekan satu sama lainnya
B. Alat perkakas tangan disimpan atau ditempatkan sedemikian rupa sehingga mudah untuk pemeriksaan dan pengontrolan
C. Penyimpanan alat perkakas selalu dikelompokkan menurut jenis dan macam alat perkakas yang sama
D. Ruang alat (tool room) selalu terhindar dari zat kimia yang mungkin akan menimbulkan karat
E. Penjaga alat (tool room) disamping melayani peminjaman alat, setiap saat selalu aktif mengatur penempatan alat sebagaimana mestinya.
Answer: E
20.Untuk menandai titik pusat pengeboran digunakan penitik dengan sudut runcing :
A. 15 derajat
B. 30 derajat
C. 60 derajat
D. 90 derajat
E. 45 derajat
Answer: D
21.Diketahui kode elektroda Exx1x. Menurut American Welding Society (AWS), angka 1 menunjukkan elektroda dapat digunakan untuk....
A. semua posisi
B. posisi di bawah tangan dan horizontal
C. posisi over head
D. posisi di bawah tangan (flat) dan mendatar
E. posisi vertical
Answer: A
22.Menurut American Welding Society (AWS), kode elektroda dinyatakan dengan E diikuti dengan 4 atau lima digit. Digit terakhir (ke empat/ lima) menunjukkan tentang jenis arus dan tipe salutan. Untuk tipe salutan oksida besi ditunjukkan pada kode ...
A. Exxx6
B. Exxx7
C. Exxx3
D. Exxx4
E. Exxx5
Answer: B
23.Urutan menghubungkan peralatan las oksi asetilin adalah ……….
A. Tabung, slang, regulator, pembakar
B. Tabung, regulator, slang, pembakar
C. Tabung, pembakar, regulator, slang
D. Tabung, slang, pembakar, regulator
E. Tabung, regulator, pembakar, selang
Answer: B
24.Peralatan yang umumnya digunakan pada penyimpanan material yang akan dilas adalah :
A. Penjepit, palu, dan sikat baja
B. Penjepit, sikat baja, dan pahat
C. Pahat, palu, dan gerinda/kikir
D. Penjepit, palu dan pahat
E. Palu, sikat baja, dan pahat
Answer: D
25.Untuk penggunaan kaca penyaring agar tukang las bisa melihat dengan baik pada proses pengelasan menggunakan arus 300 amper ke atas maka nomor kaca yang digunakan adalah nomor......
A. 6-7
B. 8-9
C. 10-12
D. 13-14
E. 15-16
Answer: D
26.Diketahui kode elektroda E .70 XX . Menurut American Welding Society( AWS ). Simbol/kode elektroda seperti diatas angka 70 menunjukkan ….
A. jenis kawat inti
B. posisi pengelasan
C. jenis salutan
D. jenis mesin las
E. kekuatan tarik minimum sebesar 70.000 psi
Answer: E
27.Kabel yang menghubungkan tranformator/mesin las dengan sumber listrik disebut :
A. Kabel Power
B. Kabel Elektroda
C. Kabel Massa
D. Kabel Listrik
E. Kabel Ground
Answer: A
28.Cacat las yang dapat diidentifikasi secara visual pada sambungan kampuh V plat baja lunak adalah :
A. Slag inclusion, under cut, dan overlap
B. Incomplete penetration, slag inclusion, under cut
C. Incomplete penetration, Undercut, dan overlap
D. Incomplete penetration, slag inclusion dan overlap
E. Undercut, penetrasion, dan incomplete penetration
Answer: A
29.Salah satu fungsi regulator las adalah .....
A. tempat bercampurnya gas oksigen dan asetelin
B. tempat membuat gas oksigen
C. tempat membuat gas asetelin
D. tempat mengetahui besarnya tekanan gas yang ada di dalam tabung oksigen/asetelin
E. tempat nyala api
Answer: D
30.Gas Argon pada proses las TIG digunakan sebagai :
A. Pembakar
B. Pelindung dan pendingin
C. Penghantar listrik
D. Busur api
E. Pembersih benda kerja
Answer: B
31.Arti angka 8 dari penandaan tanda gambar metoda proyeksi sudut pertama, adalah ...
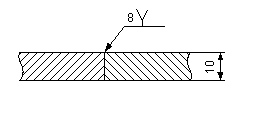
A.Sambungan las tumpul tirus ganda, ketebalan pelat 8 mm pada sisi panah
B.Sambungan las tumpul, kedalaman alur 10 mm pada sisi panah
C.Sambungan las tumpul, kedalaman alur 10 mm dibalik panah
D.Sambungan las tumpul, kedalaman alur 8 mm dibalik panah
E.Sambungan las tumpul, kedalaman alur 8 mm pada sisi panah
Answer: C
32.Diketahui kode elektroda Exx2x. Menurut AWS, angka 2 menunjukkan elektroda dapat digunakan untuk ...
A. Semua posisi
B. Posisi dibawah tangan dan horizontal
C. Semua posisi kecuali arah turun
D. Posisi dibawah tangan
E. Posisi Vertikal
Answer: B
33.Regulator meter tekanan gas pada las Asetelin dihubungkan pada botol dengan mur nipel, Kedua jenis regulator tersebut mempunyai ciri ulir yang berbeda , untuk ulir kiri biasanya terdapat pada mur nipel :
A. Regulator gas oksigen
B. Regulator gas Asetelin
C. Regulator gas Argon
D. Regulator gas Aktif
E. Regulator gas Karbon dioksida
Answer: B
34.Distorsi merupakan salah satu kerugian yang harus dihindari. Faktor penyebab terjadinya distorsi adalah :
A. Penggunaan elektroda yang tidak sesuai dengan material
B. Pengaturan out put mesin las tidak sesuai dengan elektroda
C. Pemuaian dan penyusutan material yang tidak merata
D. Panas yang dihasilkan busur tidak mencukupi
E. Perakitan mesin las salah
Answer: C
35.Pengelasan baja karbon menengah memerlukan perhatian lebih di banding pengelasan baja lunak. Pengaruh negative yang terjadi pada pengelasan baja karbon menengah di banding baja lunak adalah :
A. Distorsi lebih besar
B. Under Cut lebih besar
C. Percikan terak lebih banyak
D. Keretakan pada HAZ ( Heat Affected Zone ) dapat terjadi
E. Porositas lebih banyak
Answer: D
36.Jenis kerusakan las yang dapat diperiksa secara visual (cacat luar) pada sambungan fillet:
A. Incomplete penetration, undercut, overlap
B. Unequal log, incomplete penetration dan overlap
C. Unequal log, undercut dan overlap
D. Incomplete penetration, unequal log dan undercut
E. Overlap, Incomplete penetration, dan penetration
Answer: C
37.Benda kerja dihubungkan melalui kabel las dengan kutub negatif dan kabel elektroda dengan kutup positif, 2/3 panas akan terjadi pada ..
A. Meja las
B. Kabel Las
C. Benda kerja
D. Elektroda
E. Mesin Las
Answer: D
38.Hasil las yang baik harus bebas dari kerusakan/cacat las. Pada las MIG/GMAW sering terjadi pori-pori pada permukaan logam las diakibatkan:
A. Kesalahan pengaturan gas pelindung
B. Atmosfir tidak masuk dalam cairan logam las
C. Jarak torch cukup dekat
D. Volt dan amper tidak sesuai
E. Diameter kawat las/elektroda terlalu kecil
Answer: A
39.Gas Argon pada proses las TIG digunakan sebagai :
A. Pembakar
B. Pelindung dan pendingin
C. Penghantar listrik
D. Busur api
E. Pembersih benda kerja
Answer: B
40.Jenis elektroda tungsten untuk mengelas baja tahan karat, adalah ...
A. Tungsten yang circonium
B. Tungsten yang thorium
C. Tungsten murni
D. Tungsten Zirconium
E. Tungsten jenis circonium dan diameter sesuai dengan colled
Answer: E
 Reviewed by Salwa
on
Mei 26, 2020
Rating:
Reviewed by Salwa
on
Mei 26, 2020
Rating:





 Dan Pengaruhnya | Ilmu Las")
 | Ilmu Las")


Tidak ada komentar: